
Wise Plastics Technologies
Packaging Injection Molding
High-volume, fast-cycle production of caps, closures, containers, and dispensing components near Chicago — automated cells fed by bulk resin silos.
High-Volume Packaging at Continuous-Run Cost
Packaging programs win on two numbers: unit cost and uptime. Cap a fraction of a cent and the program dies; let a line starve for resin and a downstream filler shuts off. We run caps, closures, containers, dispensing components, and related packaging parts near Chicago on automated cells fed by bulk resin silos, in facilities built to keep packaging lines moving 24/5 — and 24/7 when the program demands it.
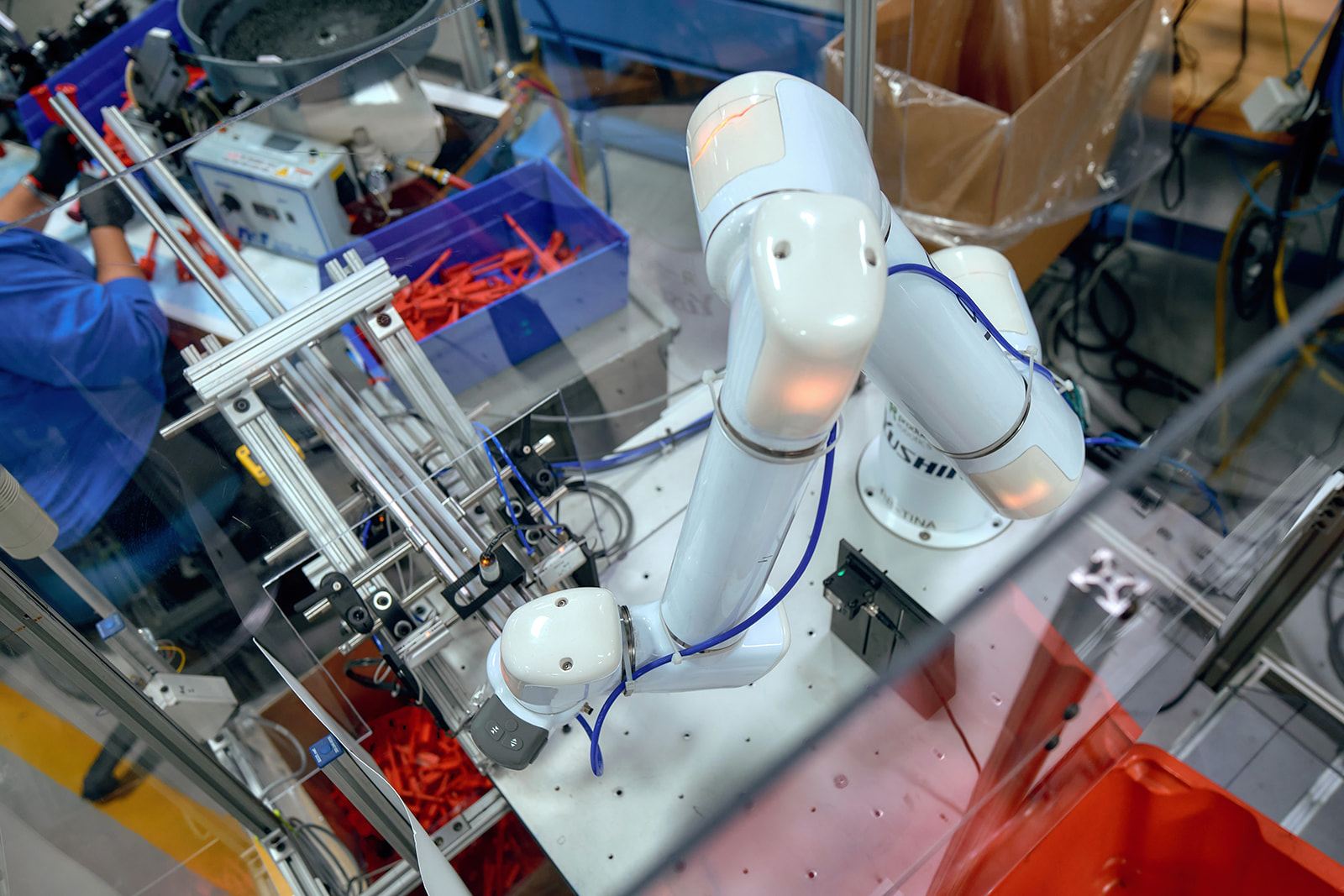
Most of our packaging work is high-cavitation, fast-cycle tooling running engineering and commodity resins (PP, PE, PET, ABS, FDA-compliant grades) into automated downstream — robot drop, conveyor, in-line inspection, and case packing without a human handling the part between mold and pallet. That keeps unit cost and unit labor flat as volume scales, which is the only way packaging programs stay competitive.

Capabilities
Molding Capabilities
- Automated production cells with robotics, conveyors, in-line inspection, and case packing
- Fast-cycle, high-cavitation tooling for high throughput per press hour
- Bulk resin silos for continuous-run programs — no material starvation
- FDA-compliant resins for food contact and personal care packaging
- Class-A cosmetic surfaces and consistent color across long runs
- In-house decorating, assembly, kitting, and packaging for finished retail-ready goods
- Capacity headroom for scaling programs across three Illinois facilities
Why Bulk Resin Silos Change the Cost Equation
Most molders feed presses from gaylord boxes on the floor. That works fine until a packaging program hits the volume where material handling cost — labor moving gaylords, downtime to swap them, scrap from drying inconsistency — eats into margin. We feed our high-volume packaging programs from bulk resin silos with closed-loop drying and conveying directly to the press. Material doesn't sit in open gaylords. Drying is consistent. Press starvation events drop. The unit-cost gap between gaylord-fed and silo-fed programs is small per part but enormous per million parts.
Silos also unlock continuous-run scheduling. A cell can run a 14-day uninterrupted campaign on a single resin grade without a material change, which is how packaging programs hit their best per-part cost.
Tooling, Automation, and Downstream That Match Each Other
Packaging tools are usually 8-, 16-, 32-, or 96-cavity hot-runner stack tools running at cycles measured in single-digit seconds. That tooling only delivers its design intent if the press, the automation, the take-out, the conveyor, the inspection, and the case packer are all sized to keep up. We scope the whole cell at quote — clamp force, shot capacity, cycle time, robot reach, drop conveyor speed, vision inspection capacity, case-pack rate — so a 4-second cycle tool actually runs at 4 seconds in production instead of waiting on downstream. For programs that need design-side help on closure geometry, gate location, or balanced fill, our engineering team supports DFM reviews before tooling is cut.
Related Services
Supporting Services



FAQ
Frequently Asked Questions
Discuss Your Packaging Program
Send prints or program requirements and we'll respond with a fit, risk, and timeline assessment.
Request a Quote